
1. 测试目的及重要性
用可以再现回流焊炉温度曲线的本仪器测定接插件、半导体等面装零件、得到了截然不同的特性
(加热时变形,冷却时变形恢复)。注目点是零件的加热时变形、变形量大就不能良好的焊接。但是,
冷却后随着变形量的回复发生碰触,这种危险的假象导致了暂时得到正常连通检查的结果。
2.测试设备介绍 
设备能力 
3. 测试样品类型
原则上可以测试所有接插件及半导体等SMT元件,下图为本实验室已测试过的部分样品类型。

4.测试方法
Ø 高温热变形只适用于翼型引脚(包括L型和J型等泛翼型引脚)和BGA封装连接器。
Ø 定义哭脸变形为正,笑脸变形为负(哭脸或笑脸如图示),若不能判断标准趋势的,默认为负。
Ø 测试温度区间范围从100℃升温到峰值温度260℃后再降温到180℃,器件共面度需满足下表要求。

图一 正负热变形示意图
测试方法:
Ø 测量设备精度要求≤5μm
Ø 测量过程必须包含以下温度点,回流曲线参考J-STD-020。
升温过程:室温、100℃、150℃、180℃、220℃、240℃、260℃
降温过程:240℃、220℃、200℃
温度曲线的平均升温斜率设置为0.5~0.8℃/s,优选0.5℃/s,降温要求自然冷却,平均降温斜率小于2℃/s
所述温度指器件本体实际温度,非设备设置温度,对于首次测试的器件,需要进行实际测温,测温点选取如下图所示。

图二 BGA器件测温热电偶布置示意图

图三 有引脚型器件测温热电偶布置示意图
Ø 测试过程具体操作步骤:
a、 测试前样品处理:若连接器上存在超出引脚seating plane的结构,如定位柱、铁壳脚等部件,在验证该方法对测试结果无明显影响后,可采用机械方式去除超过seating plane的结构。对于去除结构时会造成本体损伤的连接器,如超薄卡座,需采用特殊定制的玻璃板(底部结构对应位置钻孔)来支撑器件进行热变形测试。对于带鱼叉脚的连接器,优先采用定制玻璃板进行测试(玻璃开孔尺寸采用封装库中设计值)。
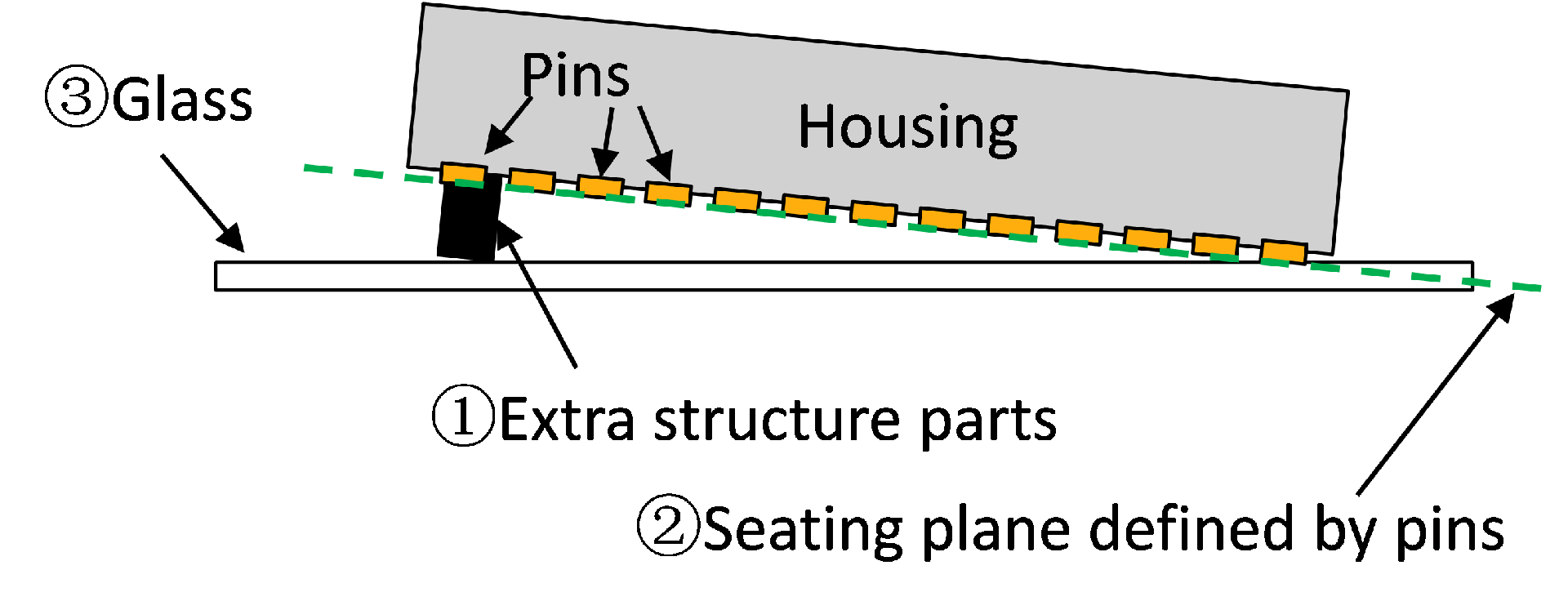
图四 定位柱超过引脚底座面导致器件倾斜
b、 测试样品前处理-喷漆:若测试设备需要对测试区域进行喷漆处理,需先在测试区域表面喷漆,且喷锡对实际测试结果无影响;
c、 将引脚/锡球侧朝下放置在测试玻璃平面上;
d、 若连接器为首次测试,需要对连接器本体进行实际测温,测温点选取位置参照图50/图51.
e、 测试点选取:对于翼型/I型引脚连接器,测试引脚平面中心点位置(建议引脚平面尺区域尺寸≥0.1x0.1mm,对于引脚焊接区域为弧面,无可测试平面区域时,需采用Shadow Moiré或者projection Moiré原理测试设备,不能使用laser reflection原理测试设备 );对于BGA型连接器,若设备可直接测试焊球表面,则测试焊球最高点,若测试塑胶,则测试两个锡球中间的塑胶位置;

图五 BGA连接器热变形测试点位置选取示意图
f、根据已经测试好的温度曲线进行设备温度设置,开始加热测试。
g、 数据处理,输出热变形测试结果
5. 测试曲线举例

6.测试报告样式

| 具体项目 |



